
※以前制作した鉄骨階段
こんばんは。
今日はいきなり鉄工所の仕事が入ったので、朝から階段作ってきました。本当は休みだったのですが他の方が風邪で休んだので急遽出勤です。今日はめずらしく俺一人だけで、なおかつ基本的な鉄砲階段だったので、これは良い機会と思い、工程を写真を撮りながら、制作してみました。
まずは図面
今回はこんな感じです。21段の階段ですね。結構長めです。仕上げは上にコンクリではなく板を乗せる仕様となっています。そのせいか角度が90度で蹴込み部分がゼロなので、板同士を90度直角にピッタリつけねばならないので、かなりの精度が必要となります。
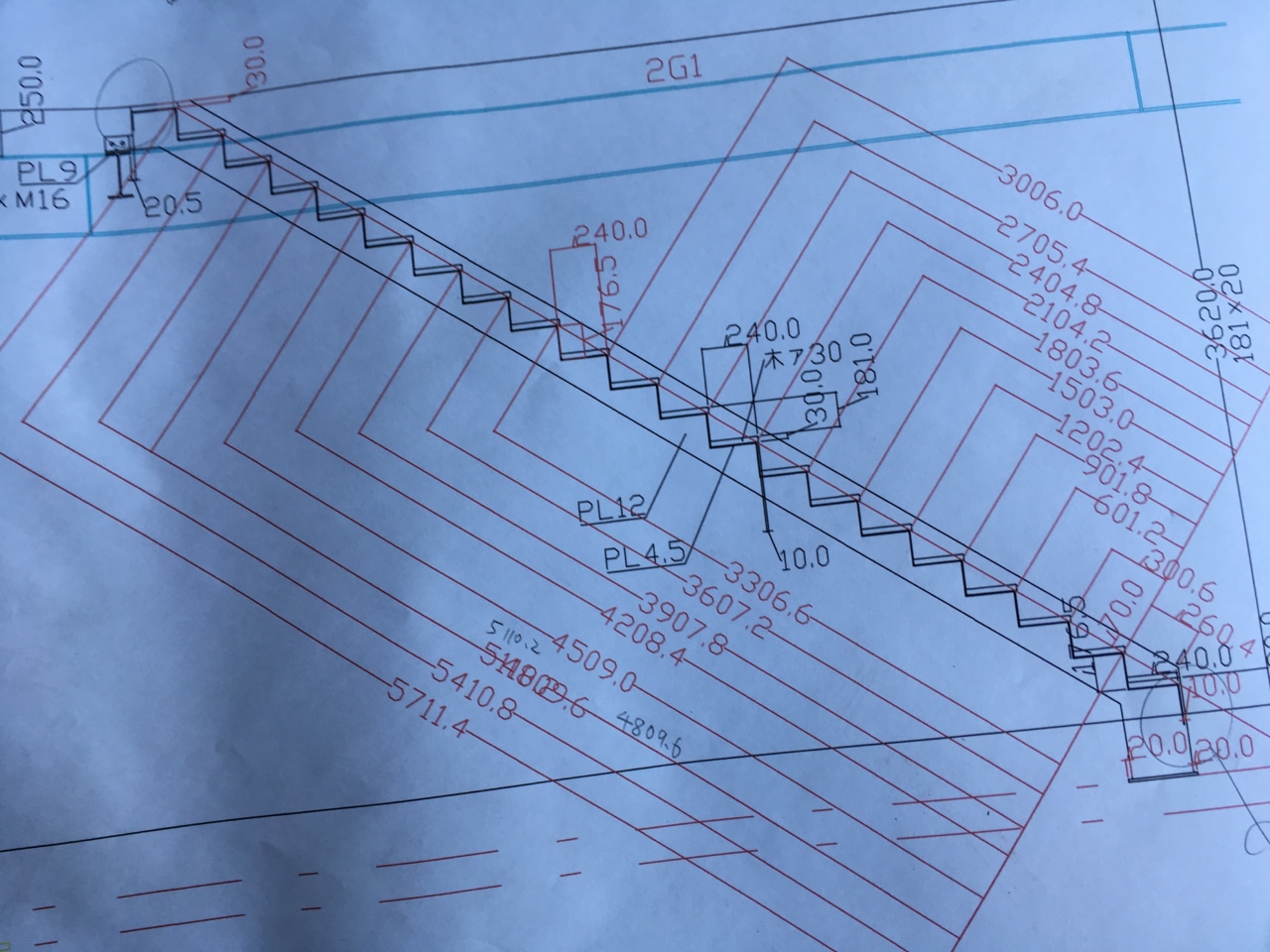
AutoCADで書いてある原図から、赤線で細かい寸法を割り出します。この寸法で直接、鉄板に書いていくのです。
板に直接けがいていく
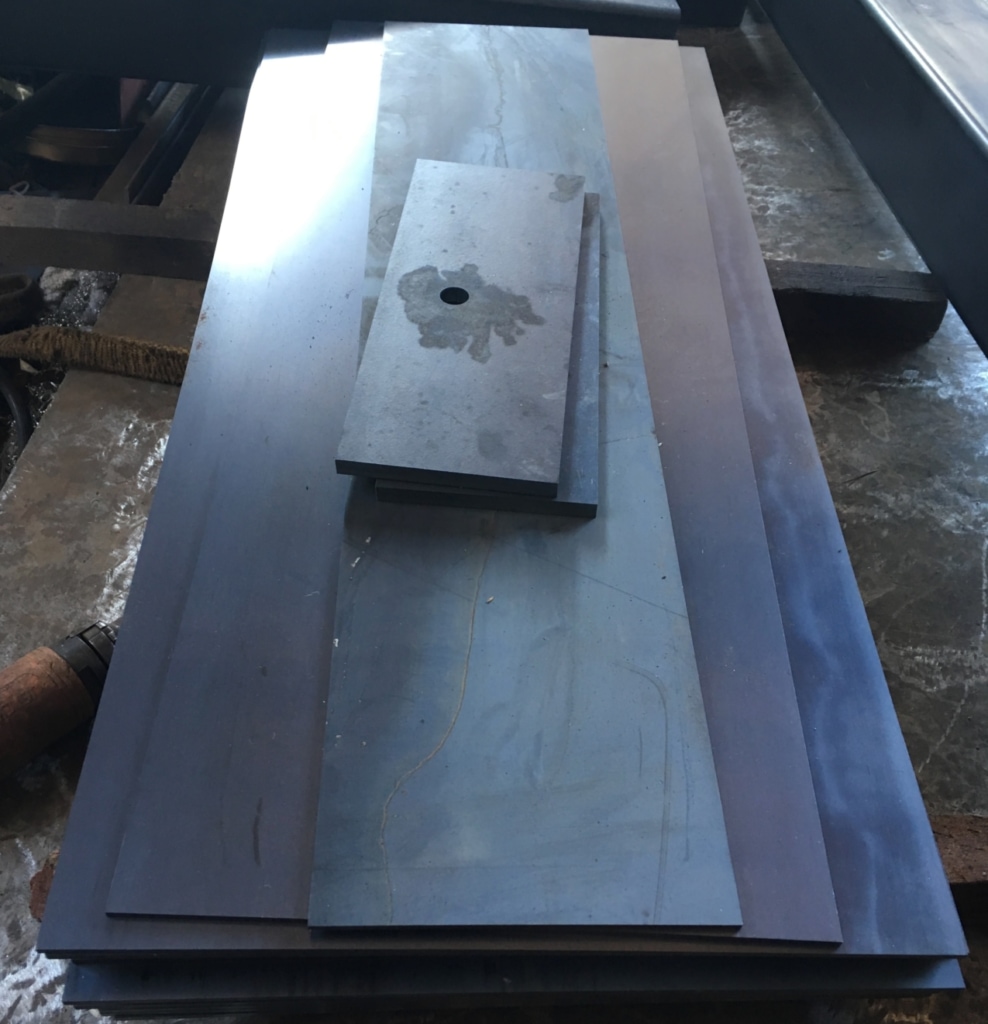
まずは階段の左右のささら板を並べます。階段の板が入る側に線を引くので、このように展開します。

階段の段ぱなの線を左右のささら板に一気に書きます。上の図面のとおり、天から70下がったところが段ぱなのラインです。
そして定規を当てて、図面の通りに右端の角から最初の階段の段ぱなまでの260.4mmを正確にけがきます。(書くことをけがくといいます)
260.4の起点ができたら、その起点をゼロとして、2段目、3段目・・と次々にけがいていきます。
まず起点から2段目の段ぱなまでは300.6ミリ。

100からスタートさせたので、400.6でちょうど300.6となります。なぜ100からスタートさせたかというと、メジャーの先っちょから図りだすより、こっちの方が正確に出せるからです。

400.6はこんなもんでしょう。石筆で書いてるので精度はこれくらいが限界です(笑)
こんな感じで、3段目は601.2、4段目は901.8、5段目は1202.4・・・・と21段目までけがいていきます。
全ての段ぱなが終わったら、今度はこの1:1サイズ(原寸サイズ)で出した階段の断面図を厚紙を重ねて切り抜きます。
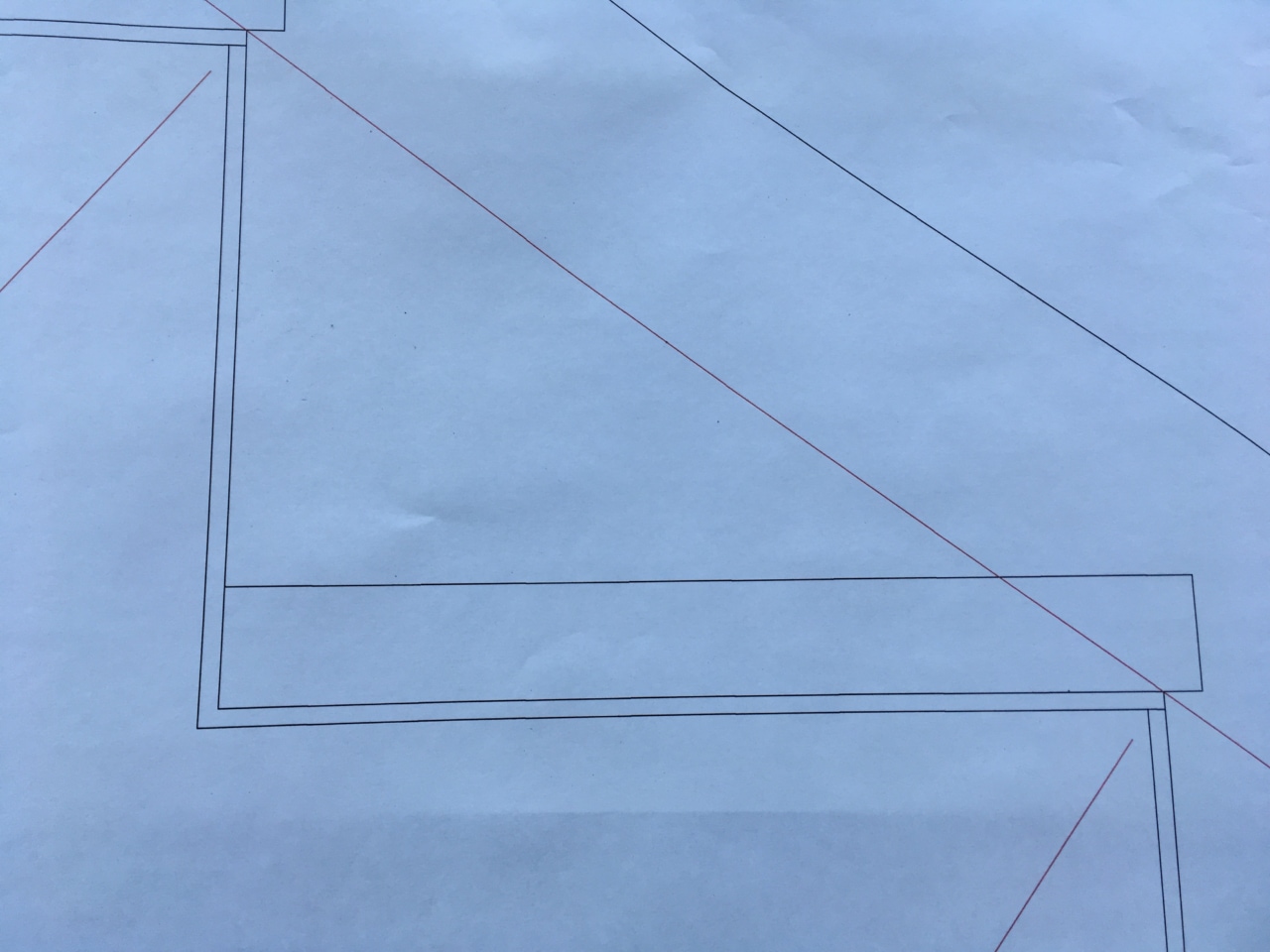
下に厚紙を入れて
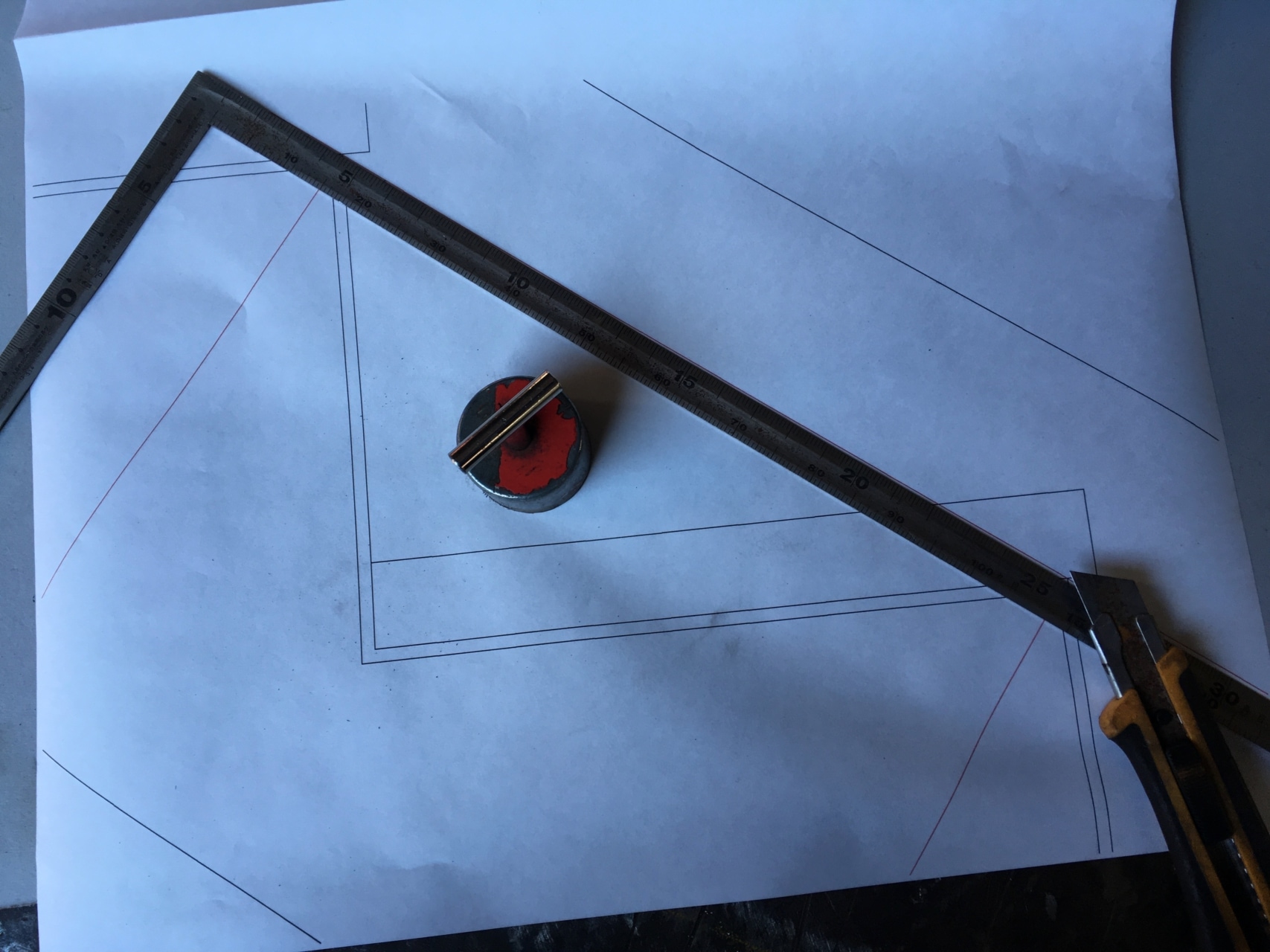
定規とカッターで切り抜きます。(※ここではコンマ1ミリ線の内側を狙って小さく切り抜くのがコツ)

そして、さっきけがいた段ぱなの印に切り抜いた厚紙を合わせて、このように階段のラインを引いていきます。(※先程小さく切り抜いておいたので、ここで石筆の線の厚みを入れてもピッタリいく)

そして21段分、左右両側2枚、バッチリけがけました。(床にずっとしゃがむのでけっこうしんどいw)
こういった線のけがきも、実は今は外注でレーザーでやってもらえるのですが、うちの工場はまだここは昔ながらの手法でやってます。まぁ一応基本なので。
片方の鉄板をひっくり返す
両方にけがけたので、後々加工しやすいように(片方を上にのっける為)ひっくりかえしておきます。

地味ですが基本的な大事な工程です。
素手ではとても持ち上がらないので、まずはマグネットで軽く上げて。

釣りクランプを挟み込みます。そしてマグネットをどかして

天井クレーン(ホイスト)を北にふって、くるっとひっくり返す。
そしてそのままだと釣りクランプが抜けないので
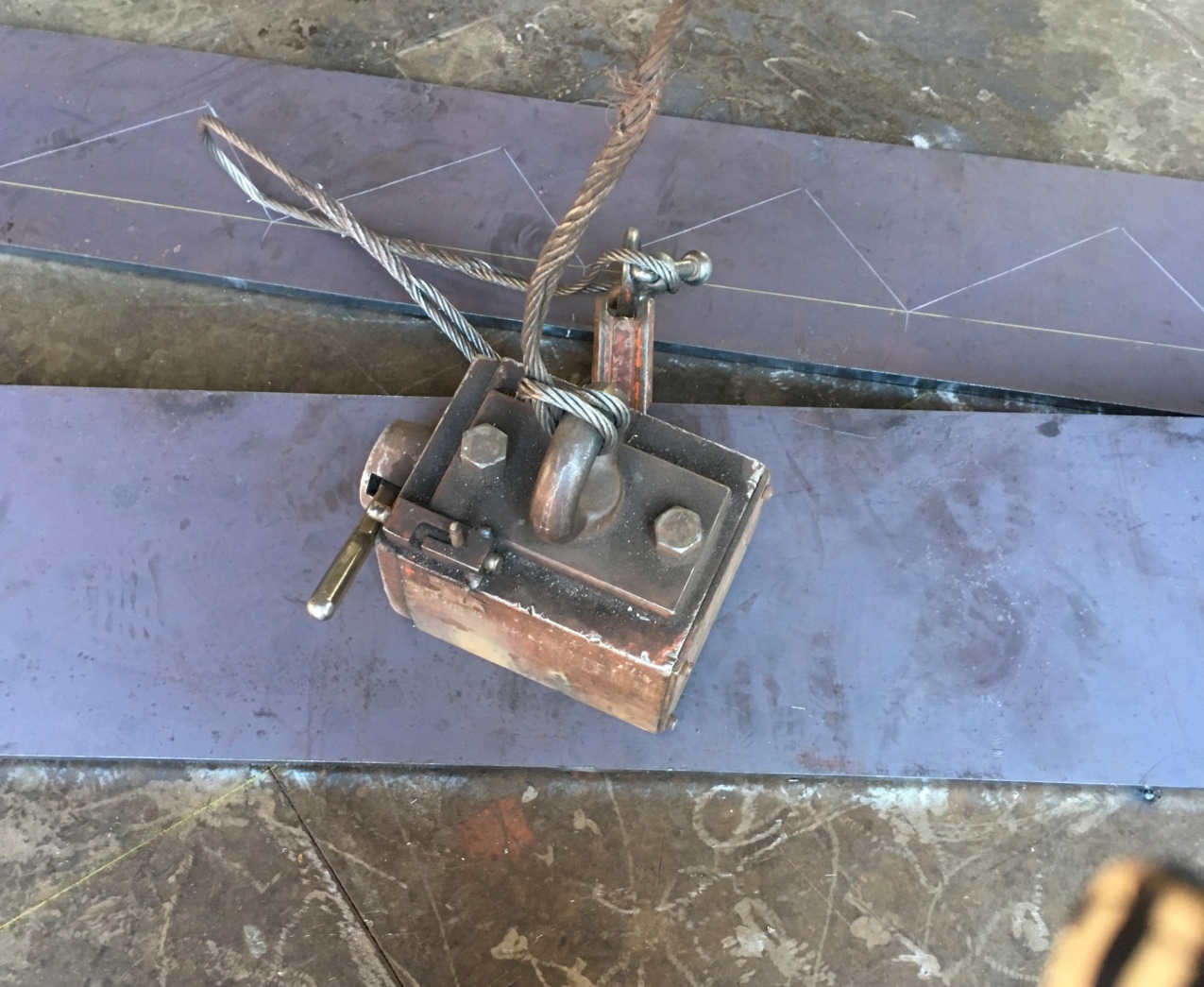
もう一度マグネットを置いて持ち上げて、釣りクランプを抜く。
 これでバッチリひっくり返りました。
これでバッチリひっくり返りました。
地味ですが、鉄骨系の仕事はほとんどのものが素手だと持ち上がらないし、床にベタ置きしてしまうと挟むこともできないので、ひっくり返すにはこういった工程が必須となります。
いよいよ板を曲げていく
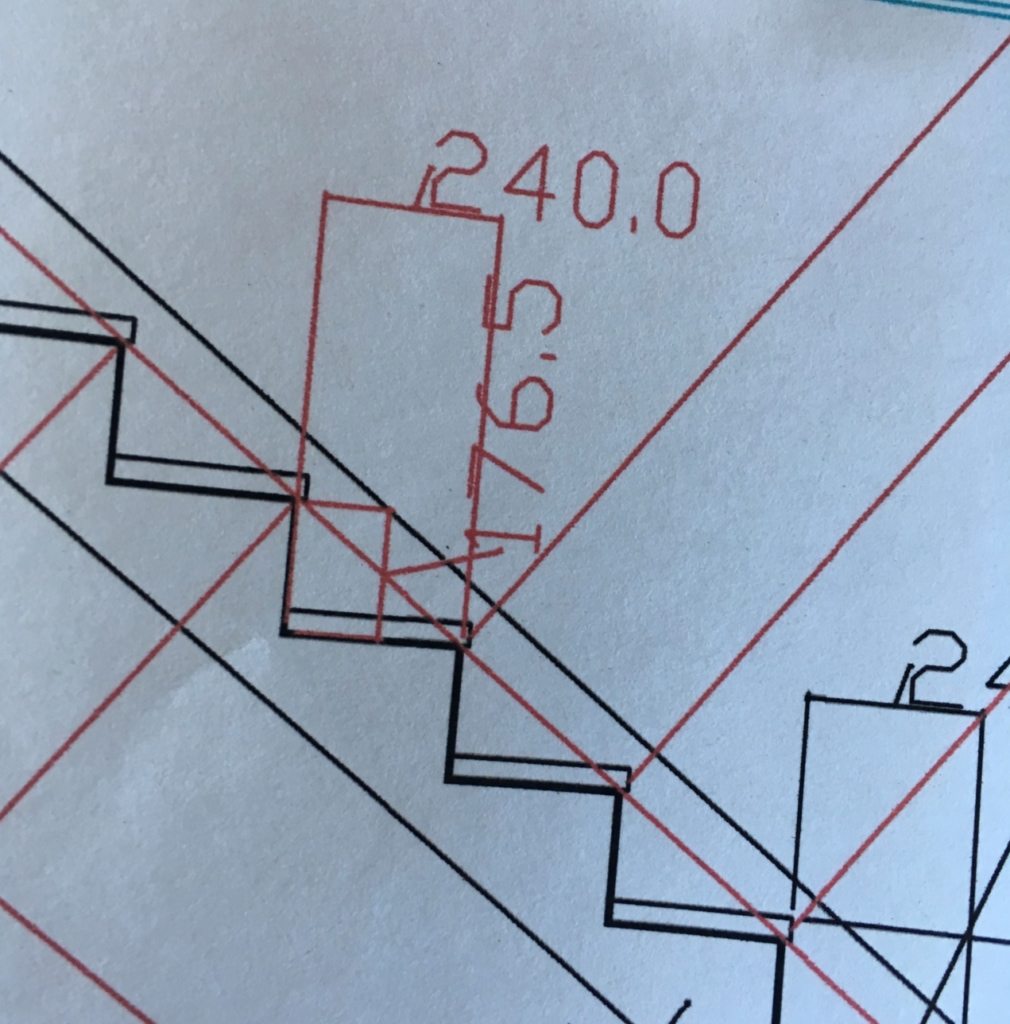
今回は角度は直角(直角は意外と少ない)高さは176.5。横が240となっております。
そして蹴込みがゼロの直角なので、90度ピッタリに曲げねばなりません。
曲げる場合は、高さの176.5の方を曲げ機に合わせて曲げていきます。理由は横の方を基準にすると、階段の踊場部分とか寸法が違う場合が多いからです。そうなると曲げ機の設定をいちいち変えなければならないので、手間が増えてしまうことが多いのです。

曲げ機の設定を176.5に設定して

いよいよ曲げていきます!
これが段板用の鉄板です。一枚一枚曲げていきます。

今回は設計上、90度ぴったりに曲げなければなりません。最初の一枚は押す力の設定をかなり緩めにしておくのがコツです。緩めで思いっきり踏み切ったあとに、ハンドルを回して手動で90度を狙います。(一発で90度になることはなかなかないです)

まだ随分緩いですね。設定はそのままにもう一度曲げます(同じ設定でも2度曲げは深く曲がってしまう為)

これはピッタリですね。二発目でうまくいきました。
感覚的に押す力をもう20くらいプラスに設定すれば、いきなり踏み切ってもピッタリいきそうなので、設定しなおして2枚めにチャレンジです。

2枚目はいきなり最後まで踏み切っても、ほぼぴったり90度です。これで量産体制に入れるので次からはどんどん曲げていきます(同じ板でも誤差が出るので一枚一枚90度確認は必要)
次のページへ


コメント